Migatronic KDO 325
1. Ibruktagning
1.1 Uppställning
Svetsaggregatet ska placeras på ett plant och stabilt underlag. Säkerställ att tillräckligt utrymme finns runt aggregatet för kylning och service.
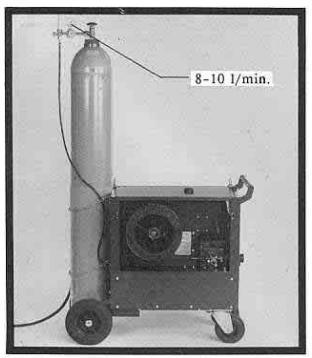
1.2 Skyddsgas
Gasflaskan ska monteras säkert och förses med godkänd tryckregulator. Rekommenderat gasflöde vid MIG/MAG-svetsning är 8–10 l/min, beroende på munstycke och omgivande förhållanden.
Anmärkning: Vid drag eller utomhusarbete kan högre gasflöde behövas. För högt gasflöde kan samtidigt ge turbulens och sämre skydd.
1.3 Nätanslutning
Kontrollera att svetsaggregatets märkspänning överensstämmer med tillgänglig nätspänning. Om aggregatet är omkopplingsbart ska det kontrolleras att aggregatet är inställt för korrekt spänning innan anslutning sker.
1.4 Säkring
Nätanslutningen ska vara avsäkrad enligt gällande föreskrifter och anpassad till aggregatets märkeffekt.
1.5 Figurer
2. Montering och anslutningar
2.1 Anslut svetspistol och återledare
Anslut svetspistolens koppling till avsedd anslutning på svetsaggregatet. Kontrollera att kopplingen är helt inskjuten och låst.
Anslut återledaren (jordklämman) till aggregatets återledaruttag och fäst klämman på rent, blankt material nära svetsstället.
Anmärkning: Dålig kontakt i återledaren ger instabil ljusbåge, mer stänk och risk för överhettning i kablar och anslutningar.
2.2 Skyddsgas – anslutning och kontroll
Anslut gasledningen från tryckregulatorn till gasanslutningen på aggregatet. Kontrollera att slang och kopplingar är täta.
Öppna gasflaskan långsamt och ställ in gasflödet enligt rekommendation för svetsuppgiften.
2.3 Trådmatningsenhet (extern)
Om extern trådmatningsenhet används ska denna anslutas enligt aggregatets anvisningar. Kontrollera att styr- och kraftanslutningar är korrekt anslutna och att slangpaketet är utan skarpa böjar.
2.4 Trådinstallation (översikt)
Montera trådrullen på trådmatningsenheten. För in tråden genom trådledaren, matarhjulen och vidare in i slangpaketet. Justera matartrycket så att tråden matas jämnt utan att deformeras.
Viktigt: För högt matartryck kan deformera tråden, slita trådledaren och ge ojämn matning. För lågt matartryck kan ge slirning och ryckig matning.
2.5 Figurer



3. Manöverpanel och reglage
Svetsaggregatets manöverpanel används för att ställa in svetsparametrar och övervaka svetsprocessen. Reglagens utformning och funktion är anpassade för manuell inställning av spänning, trådmatningshastighet och svetskaraktäristik.
3.1 Huvudströmbrytare
Huvudströmbrytaren används för att slå till och från svetsaggregatet. När brytaren är tillslagen är aggregatet spänningssatt och klart för inställning.
Varning: Slå alltid från huvudströmbrytaren innan service, rengöring eller ingrepp i aggregatet utförs.
3.2 Inställning av svetsspänning
Svetsspänningen ställs in med spänningsväljaren på manöverpanelen. Spänningen påverkar ljusbågens längd och svetsens utseende.
- Lägre spänning ger kortare ljusbåge och smalare svets.
- Högre spänning ger längre ljusbåge och bredare svets.
3.3 Trådmatningshastighet
Trådmatningshastigheten regleras steglöst och påverkar svetsströmmen. Högre trådmatningshastighet ger högre ström och större inbränning.
Justera trådmatningen så att svetsen får ett jämnt ljud och stabil ljusbåge utan stänk.
3.4 Induktansreglering
Induktansregleringen påverkar hur snabbt svetsströmmen stiger och faller under kortslutningssvetsning.
- Låg induktans ger hårdare ljusbåge och mer stänk.
- Högre induktans ger mjukare ljusbåge och mindre stänk.
Induktansen justeras normalt efter materialtjocklek, svetsläge och personlig preferens.
3.5 Instrument och indikatorer
Manöverpanelen är utrustad med instrument för visning av svetsspänning och svetsström. Dessa värden används för kontroll och upprepning av inställningar.
3.6 Samverkan mellan reglage
Svetsspänning och trådmatningshastighet samverkar och ska justeras tillsammans. Ändring av ett reglage kan kräva justering av det andra för att bibehålla stabil svetsning.
Anmärkning: Det rekommenderas att justeringar görs i små steg och att svetsen provas på spillmaterial innan arbete påbörjas.
3.7 Figurer


3.8 Trådmatningsenhet – översikt
Trådmatningsenheten matar tillsatsmaterialet jämnt och kontinuerligt till svetspistolen. En korrekt inställd trådmatning är avgörande för stabil ljusbåge och jämn svetskvalitet.
Aggregatet är avsett för användning med extern eller överbyggd trådmatningsenhet, ansluten via slangpaket.
3.9 Matarhjul och tråddimension
Matarhjulen ska vara anpassade till aktuell tråddiameter och trådtyp. Endast tråddimensioner som kan matas utan deformation ska användas.
- Kontrollera att rätt spår används i matarhjulet.
- Säkerställ att tråden löper rakt genom trådledaren.
Anmärkning: För liten tråddiameter i kombination med högt matartryck kan orsaka tråddeformation och ojämn matning.
3.10 Inställning av matartryck
Matartrycket justeras så att tråden matas jämnt utan att slira eller deformeras.
- För lågt matartryck kan orsaka slirning.
- För högt matartryck kan deformera tråden och slita på trådledaren.
En korrekt inställning uppnås när tråden kan stoppas försiktigt vid munstycket utan att matarhjulen fortsätter att slira.
3.11 Trådmatning till svetspistol
Vid trådinmatning ska svetspistolens kontaktmunstycke lossas för att minska motståndet. Mata fram tråden tills den når ut ur pistolen och montera därefter kontaktmunstycket igen.
Kontrollera att tråden löper lätt genom slangpaketet och att inga skarpa böjar förekommer.
3.12 Figurer – trådmatning


4. Svetsning – grundprinciper
MIG/MAG-svetsning är en process där en kontinuerligt matad tråd smälts av en elektrisk ljusbåge och bildar svetsgodset. Skyddsgas används för att skydda smältan från luftens inverkan.
4.1 Tändning av ljusbågen
Ljusbågen tänds när svetspistolen förs mot arbetsstycket och strömkretsen sluts. En korrekt inställd trådmatning och svetsspänning ger en snabb och stabil tändning.
Undvik att slå eller trycka hårt med pistolen mot arbetsstycket vid tändning.
4.2 Svetspistolens läge
Svetspistolen hålls normalt med en lutning på cirka 10–20° i färdriktningen. Detta ger god kontroll över smältbadet och jämn svets.
- För stor lutning kan ge ojämn svets och dåligt skydd av smältbadet.
- För liten lutning kan göra det svårt att se smältan.
4.3 Avstånd mellan munstycke och arbetsstycke
Avståndet mellan kontaktmunstycke och arbetsstycke ska hållas så konstant som möjligt. För långt avstånd kan ge instabil ljusbåge och mer stänk.
Rekommenderat avstånd är normalt 10–15 mm, beroende på tråddiameter och svetsläge.
4.4 Svetsriktning
Vid MIG/MAG-svetsning används oftast dragande teknik, där pistolen förs i svetsriktningen med ljusbågen bakom smältbadet.
Skjutande teknik kan användas i vissa fall, men ger annorlunda inträngning och svetsprofil.
4.5 Ljud och svetsbeteende
En korrekt inställd svets kännetecknas av ett jämnt, regelbundet ljud. Oregelbundet ljud eller kraftigt sprut tyder på felaktiga inställningar.
Anmärkning: Justera spänning och trådmatningshastighet i små steg tills en stabil och jämn svets erhålls.
4.6 Avslut av svets
Vid avslut av svetsen ska pistolen hållas kvar kort över smältbadet för att undvika kratror. Släpp därefter avtryckaren och för pistolen bort från svetsen.
4.7 Figurer



5. Säkerhet och skyddsutrustning
MIG/MAG-svetsning innebär risker som kan orsaka personskador eller materiella skador om arbetet inte utförs på ett korrekt och säkert sätt. Följ alltid gällande säkerhetsföreskrifter och använd föreskriven skyddsutrustning.
5.1 Personlig skyddsutrustning
Vid svetsning ska lämplig personlig skyddsutrustning alltid användas.
- Svetshjälm med lämpligt svetsskyddsglas.
- Skyddshandskar avsedda för svetsarbete.
- Flamsäkra arbetskläder som täcker armar och ben.
- Skyddsskor med tåhätta.
Varning: Använd aldrig svetsaggregatet utan korrekt skyddsutrustning. Risk för allvarliga brännskador och ögonskador föreligger.
5.2 Skydd mot ljusbåge och strålning
Ljusbågen avger intensivt ljus och ultraviolett strålning som kan skada ögon och hud. Svetshjälm ska alltid användas under svetsning.
Personer i närheten av svetsarbetet ska skyddas mot ljusbågen genom svetsdraperier eller motsvarande skydd.
5.3 Brand- och explosionsrisk
Svetsning kan orsaka gnistor och het metall som kan antända brännbara material. Arbetsplatsen ska hållas fri från brandfarliga ämnen.
- Avlägsna brandfarligt material från arbetsområdet.
- Ha släckutrustning lätt tillgänglig.
- Svetsa aldrig i slutna utrymmen utan tillräcklig ventilation.
5.4 Elektrisk säkerhet
Svetsaggregatet arbetar med hög ström och spänning. Felaktig hantering kan medföra risk för elektriska stötar.
- Kontrollera att aggregatet är korrekt skyddsjordat.
- Använd endast oskadade kablar och anslutningar.
- Utför aldrig service eller underhåll på spänningssatt utrustning.
Varning: Vid misstanke om elektriskt fel ska aggregatet omedelbart tas ur drift och kontrolleras av behörig personal.
5.5 Skyddsgas och ventilation
Skyddsgaser kan tränga undan syre i slutna utrymmen. Tillräcklig ventilation ska säkerställas vid allt svetsarbete.
Använd aldrig skyddsgas i dåligt ventilerade utrymmen utan lämpliga åtgärder.
5.6 Underhåll och service
Regelbundet underhåll bidrar till säker drift. Aggregatet ska hållas rent och kontrolleras med jämna mellanrum.
Endast behörig personal får utföra service och reparationer på svetsaggregatet.
5.7 Figurer


6. Driftstörningar, felsökning och underhåll
6.1 Allmänt
Vid störningar i svetsprocessen ska felsökning alltid påbörjas med kontroll av grundläggande inställningar och anslutningar. Många problem kan åtgärdas genom enkla justeringar.
Om felet kvarstår efter grundläggande kontroller ska aggregatet tas ur drift och kontrolleras av behörig personal.
6.2 Instabil ljusbåge
Instabil ljusbåge kan orsakas av flera faktorer.
- Felaktig inställning av svetsspänning eller trådmatningshastighet.
- Dålig kontakt i återledare.
- Ojämn trådmatning.
Justera spänning och trådmatning i små steg och kontrollera återledarens anslutning.
6.3 Ökat stänk
Onormalt mycket stänk kan indikera felaktiga inställningar eller slitage i utrustningen.
- För låg induktans.
- Fel trådmatningshastighet i förhållande till spänning.
- Smutsigt kontaktmunstycke.
6.4 Trådmatningsproblem
Ojämn eller ryckig trådmatning kan orsakas av felaktigt matartryck, sliten trådledare eller skadad tråd.
Anmärkning: Kontrollera alltid att matarhjulen är anpassade till aktuell tråddimension och att matartrycket är korrekt inställt.
6.5 Bristande gas- eller svetsskydd
Porer eller missfärgning i svetsgodset kan bero på bristande skyddsgas.
- Otillräckligt gasflöde.
- Läckage i gasledning.
- Drag i arbetsområdet.
Kontrollera gasflöde, slangar och regulator.
6.6 Regelbundet underhåll
Regelbundet underhåll är nödvändigt för säker och tillförlitlig drift.
- Rengör svetspistol och kontaktmunstycke regelbundet.
- Kontrollera trådledare och byt vid slitage.
- Håll ventilationsöppningar fria från smuts och damm.
6.7 Service
Service och reparationer som påverkar aggregatets elektriska funktion får endast utföras av behörig personal.
Varning: Utför aldrig service på spänningssatt utrustning.
6.8 Figurer

